
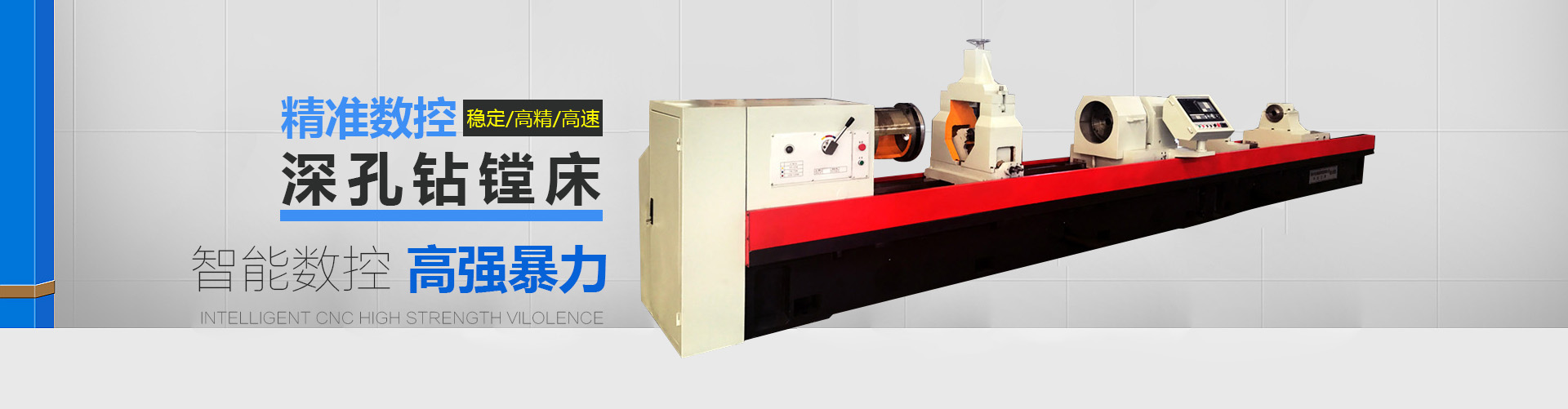

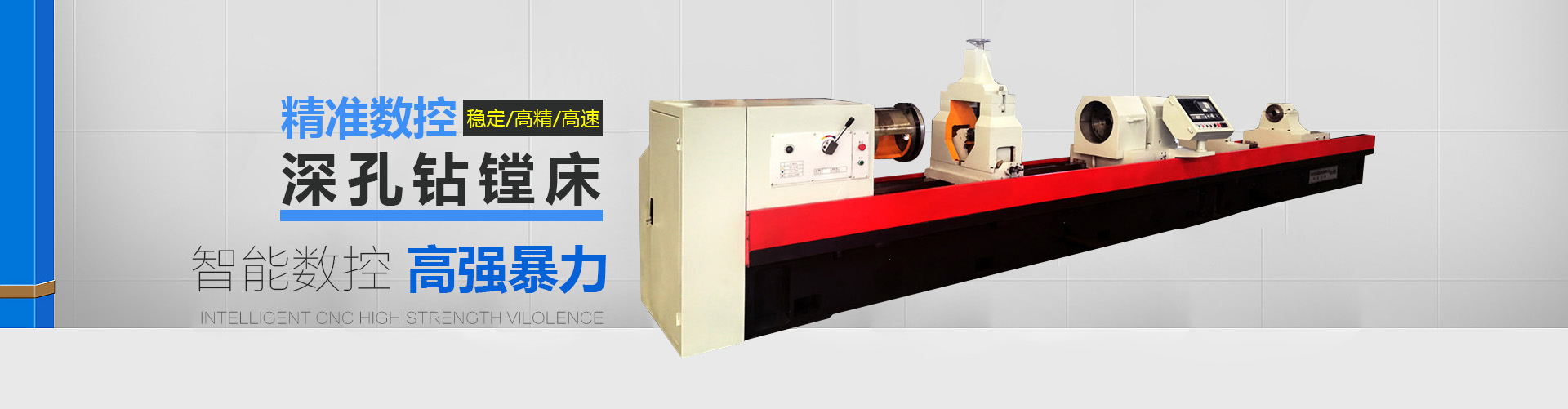



巨泰机床生产基地-三坐标数控深孔钻床加工
德州市巨泰机床制造有限公司
经营模式:生产加工
地址:德州市陵城区边临镇(德尔利工业园内)
主营:深孔加工刀具,辅具有:标准深孔钻头,深孔镗头 ,滚压头 ,镗
业务热线:0534-2359978

产品详情
联系方式
产品品牌:巨泰机床
供货总量:不限
价格说明:议定
包装说明:不限
物流说明:货运及物流
交货说明:按订单
有效期至:长期有效
巨泰机床生产基地-三坐标数控深孔钻床加工
德州深孔钻镗床,双轴数控深孔枪钻多少钱,德州深孔刀具品牌
在使用三坐标数控深孔钻床从进行深孔加工时如何防止偏斜,保证精度!
孔的偏斜度是加工质量一项置要的技术指标。现实生产中,对零件的加工要求越来越高,対孔的偏斜度提出了更高的技术要求。尤其是较深的孔。控制偏斜量尤为重要。影响深孔轴线直线度的主要因素。是钻头切削刃的对称性及钻头的导向条件。因此,提高切割刀的对称性,并采用较长的导向,是提高深孔轴线直线厦的主要指施。被加工零件表面不平和倾斜,对深孔轴线的直线度也大有影响。因为在削钻进时即发生偏斜,则会钻得愈烈,偏斜愈大,因而必须随时注意仔细地校正。










首先,我们在使用三坐标数控深孔钻床的时候,一般其都是在一个封闭或者半封闭的状态下工作的,因此很多时候我们是没有办法直接看到深孔钻的一个工作情况的,而为了可以更好的保证其工作不出现问题,很多时候就需要我们通过声音等来判断三坐标数控深孔钻床的使用是不是处在一个正常的情况的。
希望上述内容可以帮到大家,欢迎咨询巨泰,期待与您的合作。
深孔钻床:深孔钻床是刀具工作部分大都处于已加工表面的包围之中,因此,存在刀具的刚度、排屑、导向及冷却润滑等问题。深孔钻床的钻头的刚性差、钻孔时极易“引偏”,这是因为钻头直径受到加工孔的限制,且钻头一般较长,同时,又要求在钻头上有尽可能大的容屑槽以利排屑,使得钻芯变细,因而刚性较差。由于钻头的刚性及导向性(钻孔时,钻头仅有两条很窄的棱边与孔壁接触)均较差,两个主切削刃又很难磨得对称,径向力不能互相抵消,而且钻孔时首先与加工表面接触的是钻头具有很大的负前角的横刃,使钻头进入切削很困难,因此,钻孔时钻头极易发生“引偏”,致使所钻孔的轴线歪斜或孔径扩大、不圆等

张丽媛先生
手机:18263061358


